


風管部件(jiàn)與消聲器製作施工工藝標準(1)空調風管(guǎn)製作:領料→板材展開、法蘭下料→板材剪切、法蘭焊接→倒角、法蘭鑽孔→咬口→風管折邊→風管成型→法蘭鉚接(jiē)→風管翻邊→檢驗、塗膠。廠房裝修中通風空調施(shī)工工(gōng)藝標準及風管製作(zuò)流程(2)空調風管安裝:a/應檢查(chá)風管(guǎn)加工的(de)質(zhì)量,對於風管咬口形式不符合要(yào)求的,應予以(yǐ)返修。b/風管各縫隙應在(zài)安(ān)裝前用密封膠帶密封。c/法蘭墊料應盡量減少接頭,接頭必須采(cǎi)用(yòng)梯形連接,並應塗膠貼牢。廠房裝修中通風空調施工工藝標準及風管製作流(liú)程






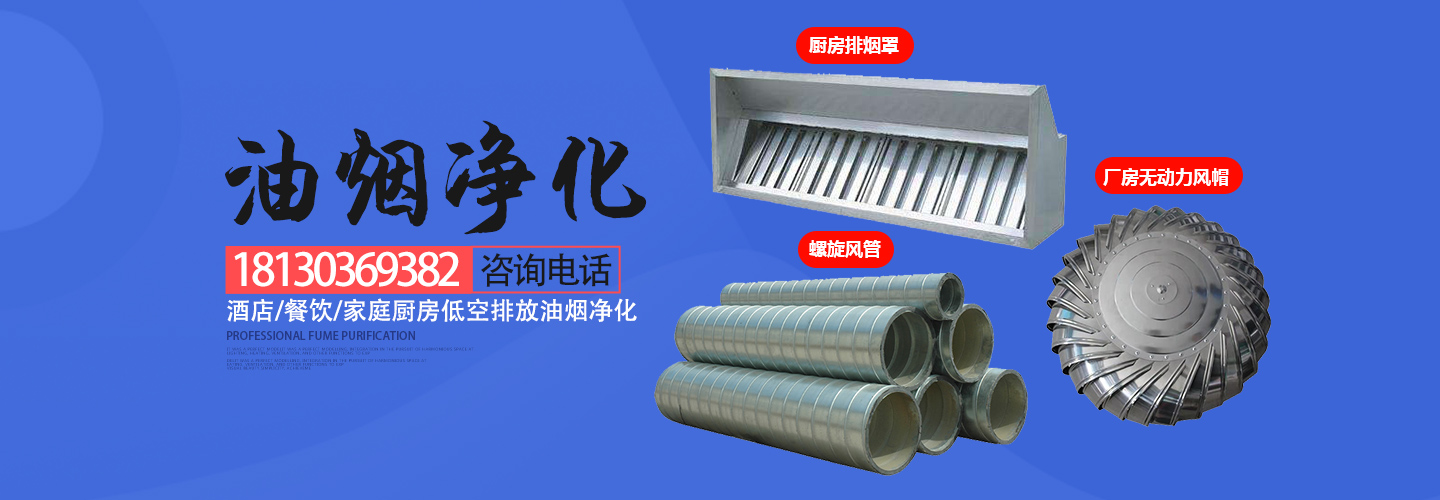
螺旋風管其次了(le)解風(fēng)管的產品特點:與手工敲(qiāo)製的(de)傳統白鐵皮管比較,機製的螺旋風管具有以下優點:(1)密(mì)封性好。(2)強度與剛性均好。(3)通風阻力(lì)小,通風噪聲小、圓管優於方管。(4)安裝方便(biàn),連接點少。(5)外表(biǎo)美觀,呈銀白色。一是批量加工前的工藝性驗證試驗,對加工出來的樣品(pǐn)進行強度和嚴密性試驗,填寫試驗記錄,這(zhè)是必須要做的(de)試驗程序;二是加工完成後的風管加工質量抽樣驗收,包括材質(zhì)、規格、強度、嚴密性能與成品觀(guān)感質量的檢查;對抽樣樣品進行強度和嚴密性試驗,填寫試驗(yàn)記錄。

鍍鋅鋼板工藝要求1、應采用咬口連接或鉚接,不得焊接;2、風管板(bǎn)材拚接的咬口(kǒu)縫應錯開,不得(dé)有十字型拚接縫。3、咬口縫緊密、寬度一致,折角平直,圓弧均勻(yún)且兩(liǎng)端麵平行;4、風管無明(míng)顯扭(niǔ)曲與翹(qiào)角,表麵應平整,凹凸不大於8mm;5、風管外徑或外邊長的允許偏差為負偏差,當風管(guǎn)大邊長小於或等(děng)於630mm時,為-1mm;當大於630mm時,為-2mm;6、管口(kǒu)平麵度的允許偏差為1mm,矩形(xíng)風管兩條對(duì)角線長度之差不應大於2mm。7、矩形風管邊長(zhǎng)大於630mm、保溫風管邊長大(dà)於800mm,管段長度大於1250mm或低壓風管單(dān)邊平麵積(jī)大於1.2㎡、中、高壓風管大於1.0㎡,均應采取加固措施。

您好,歡迎(yíng)蒞臨蕪湖丝瓜视频官网(sēn),歡迎谘詢...
 觸屏版二維(wéi)碼 |





